Français
Français  |


| Quantité: | |
|---|---|
LL50IR1T40-940-40
LITEKEY
8541401000
Série de photodiodes infrarouges de 5 mm (LL50IR1T40-940-40(50mA))
·Dimensions du colis

·Caractéristiques
5 mm avec puces infrarouges
Les éléments de plaquette AlGaAs/GaAs sont-ils
Le colloïde est une petite quantité de bleu foncé
·Valeurs maximales absolues (Ta = 25 ℃)
Article | Symbole | Maximum | Unité |
Dissipation de puissance | PD | 150 | mW |
Courant direct de crête (cycle de service 1/10, largeur d'impulsion de 0,1 ms) | PFI | 1000 | mA |
Courant direct | SI | 100 | mA |
Tension inverse | VR | 5 | V |
Plage de température de fonctionnement | Topr/Tstg | -40ºC à +85ºC | |
Plage de température de stockage | Topr/Tstg | -40ºC à +100ºC | |
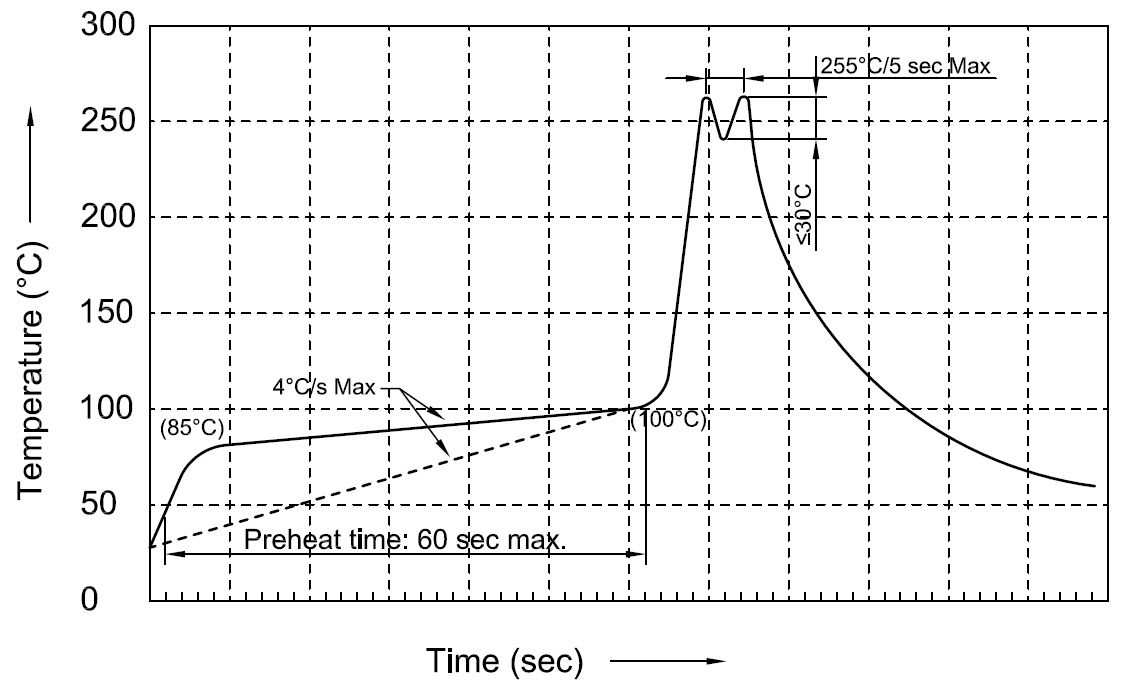
Température de soudure au plomb | Tsol | 260ºC pendant 3 secondes | |
·Caractéristiques électriques/optiques (Ta=25Cº)
Article | Symbole | Min. | Typ. | Max. | Unité | Condition |
Tension directe | VF | -- | 1.30 | 1.50 | V | SI=50mA |
Courant inverse | IR | -- | -- | 10 | µA | VR=5V |
Intensité radiante | Ee | 20 | 40 | -- | mW/sr | SI=50mA |
Longueur d'onde maximale | λp | -- | 940 | -- | nm | SI=50mA |
Coordonnées de la ligne spectrale | Δλ | - | 50 | - | nm | SI=50mA |
Angle de vision | 2θ½ | -- | 40 | -- | degré | SI=50mA |
REMARQUES :
1. Toutes les dimensions sont en millimètres (mm) ;
2. La tolérance est de ± 0,25 mm, sauf indication contraire ; la tolérance d'intensité lumineuse est de ± 10 % ;
Courbe caractéristique électro-optique typique: IR
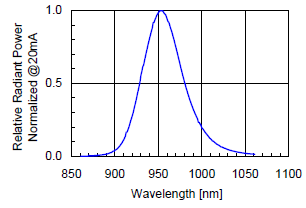 FIGUE. 1 Courant direct vs. Tension directe FIGUE. 2 Radiant relatif vs. Longueur d'onde
FIGUE. 1 Courant direct vs. Tension directe FIGUE. 2 Radiant relatif vs. Longueur d'onde
FIGUE. 3 Radiant relatif vs. Courant direct FIGUE. 4 Radiant relatif vs. Courant de pointe vers l'avant

FIGUE. 5 Tension directe vs. Température FIG.6 Radiant relatif vs. Température




Série de photodiodes infrarouges de 5 mm (LL50IR1T40-940-40(50mA))
·Dimensions du colis
·Caractéristiques
5 mm avec puces infrarouges
Les éléments de plaquette AlGaAs/GaAs sont-ils
Le colloïde est une petite quantité de bleu foncé
·Valeurs maximales absolues (Ta = 25 ℃)
Article | Symbole | Maximum | Unité |
Dissipation de puissance | PD | 150 | mW |
Courant direct de crête (cycle de service 1/10, largeur d'impulsion de 0,1 ms) | PFI | 1000 | mA |
Courant direct | SI | 100 | mA |
Tension inverse | VR | 5 | V |
Plage de température de fonctionnement | Topr/Tstg | -40ºC à +85ºC | |
Plage de température de stockage | Topr/Tstg | -40ºC à +100ºC | |
Température de soudure au plomb | Tsol | 260ºC pendant 3 secondes | |
·Caractéristiques électriques/optiques (Ta=25Cº)
Article | Symbole | Min. | Typ. | Max. | Unité | Condition |
Tension directe | VF | -- | 1.30 | 1.50 | V | SI=50mA |
Courant inverse | IR | -- | -- | 10 | µA | VR=5V |
Intensité radiante | Ee | 20 | 40 | -- | mW/sr | SI=50mA |
Longueur d'onde maximale | λp | -- | 940 | -- | nm | SI=50mA |
Coordonnées de la ligne spectrale | Δλ | - | 50 | - | nm | SI=50mA |
Angle de vision | 2θ½ | -- | 40 | -- | degré | SI=50mA |
REMARQUES :
1. Toutes les dimensions sont en millimètres (mm) ;
2. La tolérance est de ± 0,25 mm, sauf indication contraire ; la tolérance d'intensité lumineuse est de ± 10 % ;
Courbe caractéristique électro-optique typique: IR
FIGUE. 1 Courant direct vs. Tension directe FIGUE. 2 Radiant relatif vs. Longueur d'onde
FIGUE. 3 Radiant relatif vs. Courant direct FIGUE. 4 Radiant relatif vs. Courant de pointe vers l'avant
FIGUE. 5 Tension directe vs. Température FIG.6 Radiant relatif vs. Température